


Wycofanie to funkcja mająca na celu wyeliminowanie ciągnięcia poprzez wyciągnięcie (wciąganie) filamentu, gdy głowica drukująca przesuwa się w nowe miejsce. Tak jak filament jest wypychany do przodu podczas normalnych ruchów wydruku, tak samo jest zasysany podczas cofania. W ten sposób przeciwdziała się ciśnieniu gorącego końca i pomaga zapobiegać przepływowi nadmiaru materiału, gdy nie jest to zalecane.
Wycofanie można włączyć i dostosować podczas przygotowywania modelu do drukowania we fragmentatorze , takim jak Cura lub PrusaSlicer . Prawidłowe ustawienia cofania pozwalają wyeliminować ciągi , plamy, pryszcze i inne problemy z jakością druku związane z wytłaczaniem.
Chociaż dostępne ustawienia wycofywania różnią się w zależności od fragmentatora, wiele z nich jest takich samych lub podobnych w różnych programach. W tym artykule omówimy najważniejsze ustawienia cofania i sposoby ich dostosowania.
Dystans
Spośród dostępnych ustawień wycofywania, być może dwa najważniejsze to odległość wycofywania i prędkość wycofywania.
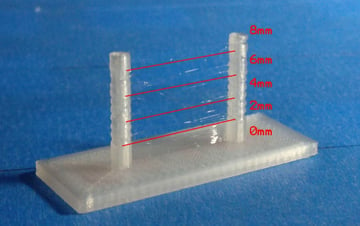
Patrząc najpierw na to pierwsze, odległość wycofania to długość włókna, które jest cofane przez ekstruder za każdym razem, gdy następuje wycofanie. Im dłuższa jest ta odległość, tym więcej czasu może zająć wycofywanie w zależności od prędkości, ale także tym mniej prawdopodobne jest, że doświadczysz naciągania.
Gdyby jednak wycofanie było tak proste, każdy użyłby najwyższej wartości wycofania, ale nie jest to dobry pomysł. Jeśli podniesiesz tę wartość zbyt mocno, żarnik może się za bardzo cofnąć i spowodować zatkanie końcówki lub dyszy .
Typowa odległość wycofania waha się od 2 do 7 mm, ale ta wartość zależy od konfiguracji ekstrudera ( napęd bezpośredni lub Bowden ), gorącego końca i innych czynników; nie ma jednej doskonałej wartości. Jeśli chcesz dostosować odległość wycofywania, spróbuj dostosować domyślną wartość w krokach co 1 mm, aż do wyeliminowania naciągania bez zatykania się lub innych problemów.
Prędkość

Szybkość wycofywania to inne ważne ustawienie wycofywania i, jak można się domyślić, określa ono, jak szybko jest przeprowadzane wycofywanie. To ustawienie jest bardzo ważne, ponieważ może wpłynąć na czas drukowania, a także na skuteczność wycofywania w eliminowaniu ciągów.
Na przykład, jeśli twoje ustawienia cofania skutecznie eliminują ciągnienie przy odległości 5 mm i prędkości 40 mm/s, możesz doświadczyć gorszych wyników przy tej samej odległości i prędkości 20 mm/s. Dzieje się tak dlatego, że mała prędkość nie zmniejszy ciśnienia wystarczająco szybko, aby zapobiec wydostawaniu się nadmiaru materiału z dyszy. Po drugiej stronie spektrum zbyt duża prędkość może spowodować szereg problemów, w tym przerwanie włókna wewnątrz gorącego końca , i nadal możesz doświadczyć naciągania.
Najlepiej, jeśli chcesz użyć największej szybkości działania, aby skrócić czas ciągnięcia i drukowania. Dla porównania, domyślna prędkość wycofywania krajalnicy będzie prawdopodobnie mieścić się w zakresie od 30 do 60 mm/s. Jeśli ta wartość nie działa dla Twojej drukarki, spróbuj dostosować prędkość w krokach co 5 mm/s.
Minimalna podróż

Jeśli dwa ruchy cofania występują blisko siebie, włókno jest wciągane do tyłu, wytłaczane, wciągane i ponownie wytłaczane, wszystko w krótkim czasie. To ciągłe odwracanie ruchu filamentu znacznie zwiększa ryzyko zatkania się dyszy i tu właśnie pojawia się ustawienie minimalnej odległości przesuwu.
Minimalna odległość przemieszczenia to ostatnie ważne ustawienie cofania, które omówimy, i kontroluje ono, jak często cofanie występuje w określonym obszarze. Osiąga się to, wymagając, aby dysza przesunęła się na pewną odległość, zanim będzie mogła ponownie wykonać wycofanie.
Podczas gdy większa minimalna odległość zwiększa prawdopodobieństwo naciągnięcia się, zapobiegając transpiracji cofnięć, zmniejsza to ryzyko zatkania się dyszy. To ustawienie jest szczególnie przydatne, jeśli drukujesz model z wieloma pobliskimi oddzielnymi lokalizacjami, w których może wystąpić cofanie, np. szczotką do włosów . Minimalna odległość przesuwu wynosi zwykle 1-2 mm, ale w przypadku problemów należy dostosować tę wartość w krokach co 1 mm.
Źródło: all3dp.com

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć