

Praktyka czyni mistrza!

Doskonałej jakości wydruki nie zawsze przychodzą łatwo. Poznanie drukarki i wybranego filamentu często wymaga cierpliwości i dopracowania .
W tym artykule zebraliśmy nasze 10 najlepszych wskazówek, jak poprawić jakość druku, majstrując przy wszystkim, od sprzętu, przez ustawienia fragmentatora , po przetwarzanie końcowe. Zalecamy, aby w przypadku problemów z jakością przyjrzeć się swojej konfiguracji i zmieniać tylko jedną rzecz naraz przed przystąpieniem do nowego wydruku. Następnie zrób notatki o zmianie i tym, jak nowy nadruk różni się od poprzedniego. Jeśli zmienisz zbyt wiele rzeczy na raz, nie będziesz wiedział, co miało znaczenie!
I mała rada zanim zaczniemy: bądź cierpliwy i nie oczekuj od razu perfekcji. Każdy wydruk jest okazją do nauczenia się czegoś i poprawienia jakości następnego. Przejdźmy więc do wskazówek!
Wypoziomuj łóżko i ustaw przesunięcie Z
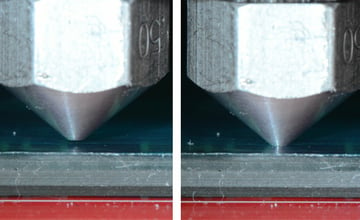
Najbardziej podstawowym sposobem na poprawę jakości wydruku 3D jest upewnienie się, że stół jest całkowicie wypoziomowany, a dysza jest ustawiona w optymalnej odległości nad stołem (jest to znane jako przesunięcie Z ).
Aby ręcznie wypoziomować łóżko , możesz użyć arkusza papieru lub szczelinomierza, aby określić odległość między dyszą a łóżkiem w kilku punktach łóżka. Kiedy (czysta) dysza znajduje się w odpowiedniej odległości od łóżka, jest to trochę jak Złotowłosa: papier lub miernik będzie miał minimalny opór po wyciągnięciu, ale również wsunie się z powrotem pod dyszę bez użycia siły. Powtórz tę procedurę dwa lub trzy razy, aby zapewnić dokładność.
Alternatywnie można zainstalować czujnik poziomowania łóżka, taki jak BLTouch , aby zautomatyzować proces . To oczywiście wiąże się z kosztami czujnika i wysiłkiem związanym z aktualizacją oprogramowania sprzętowego Twojej drukarki , ale na dłuższą metę pozwoli Ci zaoszczędzić czas!
Sprawdź temperatury

Temperatura dyszy – lub dysz, jeśli jest ich więcej niż jedna – wpływa bezpośrednio na wygląd końcowego wydruku. Jeśli dysza jest zbyt gorąca, może pozostawić pasma filamentu między oddzielnymi częściami. Podczas drukowania wysokich kawałków wysokie temperatury lub nieodpowiednie chłodzenie mogą stopić wcześniejsze warstwy, powodując zniekształcenia.
Kiedy planujesz wydrukować wysoki obiekt, umieść jednocentymetrową kostkę po przeciwnej stronie platformy roboczej we krajalnicy. Powoduje to usunięcie gorącej dyszy z wydruku między warstwami i daje czas na schłodzenie. Jeśli między strukturami znajdują się nitki włókien, użyj struktury ściany lub osłony szlamowej, co jest powszechną cechą programów do krajalnic.
Z drugiej strony kontrolowanie temperatury platformy roboczej pomaga w przyczepności druku i zapobiega innym defektom. Podczas drukowania warstwy modelu kurczą się, gdy stygną, co może spowodować oderwanie się dolnych krawędzi wydruku od platformy roboczej. Problemy takie jak wypaczenie mogą wskazywać, że temperatura łóżka jest zbyt niska lub że należy sprawdzić przyczepność łóżka .
Jednak gdy temperatura łóżka jest zbyt wysoka, na modelu może rozwinąć się stopa słonia . Jest to wskazówka, że przed kolejnym wydrukiem należy nieco obniżyć temperaturę stołu.
Uaktualnij powierzchnię roboczą

Kluczową częścią drukarki, która wpływa na materiały, z których można drukować, oraz powierzchnię drukowanych obiektów, jest platforma robocza. Różne płyty robocze zapewniają różne tekstury na spodzie wydruku: materiały podkładowe, takie jak szkło , PEI lub taśma kaptonowa, pozostawiają gładką powierzchnię, podczas gdy klejone arkusze poliwęglanu lub taśma malarska pozostawiają matowe wykończenie.
Jeśli używasz sprayu lub kleju na powierzchni jako kleju , użyj tylko tyle, aby przykleić się do wydruku. Zbyt dużo kleju lub sprayu utrudnia również usunięcie nadruku . Wymuszenie może spowodować uszkodzenie wydruku lub, przy odpowiednim nacisku, złamanie lub wygięcie płyty.
Eksperymentuj z różnymi powierzchniami i klejami, aby zobaczyć, która metoda nie tylko najlepiej sprawdza się w Twoim zestawie, ale także pozostawia wykończenie, które uzupełnia wydruk.
Bądź na bieżąco z konserwacją

Każda drukarka 3D ma swoje wyróżniające się cechy i prawdopodobnie kilka rzeczy, które wymagają uwagi, aby poprawić jakość druku. Na przykład Ender 3 firmy Creality to niektóre bardzo popularne drukarki, które nadal mogą korzystać z kilku ulepszeń .
Ale optymalizacja drukarki to nie tylko modyfikacje. Obejmuje wiele drobnych kroków, takich jak utrzymywanie łóżka w czystości i smarowanie szyn zgodnie z zaleceniami producenta. Jak wspomnieliśmy wcześniej, należy regularnie poziomować stół, a kalibracja ekstrudera jest również zadaniem konserwacyjnym, którego nie należy lekceważyć. Jeśli drukarka ma dwa silniki krokowe dla osi Z, regularnie sprawdzaj, czy suwnica znajduje się na tej samej wysokości z każdej strony.
Jeśli masz niewyjaśnione problemy z jakością, sprawdź, czy gdzieś w kadrze nie ma chybotania. Upewnij się, że śruby i paski są dokręcone, a wszystkie kąty 90 stopni są kwadratowe. Jeśli wszystko wygląda dobrze po stronie sprzętu, nie zapomnij sprawdzić na stronie producenta zaktualizowanego oprogramowania układowego .
Ostrożnie traktuj żarnik

Wiele włókien jest higroskopijnych , co oznacza, że uwielbiają wodę, pochłaniając ją z otaczającego powietrza. Odsłonięte włókna, zwłaszcza ABS , nylon i materiały elastyczne , wchłaniają wilgoć, co powoduje problemy.
Wilgotne włókno rozszerza się podczas wytłaczania, gdy woda zamienia się w parę i wypływa z plastiku. Filament pęka lub trzeszczy, gdy przechodzi przez dyszę, a przy bliższej obserwacji może pojawić się coś, co wygląda jak dym. Największym problemem jest jednak to, że wydruk będzie wyglądał szorstko po zakończeniu.
Przechowuj szpule w plastikowych pojemnikach ze środkiem osuszającym pomiędzy użyciami. Jeśli uszkodzenie już nastąpiło, w niektórych przypadkach możliwe jest suszenie szpuli filamentu w piekarniku przez kilka godzin w bardzo niskich temperaturach.
Naucz się swojego krajalnicy

Nie moglibyśmy mieć listy wskazówek, jak poprawić jakość druku 3D, nie wspominając o fragmentatorach. Fragmentator przekształca model 3D w instrukcje (znane jako kod G ), które sterują drukarką. Krajalnica kontroluje temperaturę i ruch drukarki, niezależnie od tego, czy drukowane są dodatki, takie jak podpory lub tratwy , oraz niezliczone inne czynniki dotyczące procesu drukowania. Poznanie możliwości różnych ustawień pomoże poprawić jakość, niezależnie od wybranej krajalnicy.
Istnieje wiele fragmentatorów, z których wiele jest bezpłatnych, ale jeśli szukasz konkretnej funkcji, być może będziesz musiał rozważyć również opcje płatne. Po prostu nie przeskakuj do innego fragmentatora, gdy kilka wydruków jest nierównych: prawdopodobnie ustawienia, a nie fragmentator, powodują problemy, które widzisz. Zbadaj problem, a następnie zmieniaj jedno ustawienie na raz. Wydrukuj ponownie i zobacz, czy to pomoże.
Istnieje wiele ustawień, które pomogą Ci się zorientować, ale oto kilka wskazówek, które pomogą Ci zacząć . Jeśli wydruk nie jest tak czysty, jak mógłby być, jednym z możliwych szybkich rozwiązań jest sprawdzenie, czy Twoja krajalnica ma ustawienie jakości „dobra” lub „hiper”. Spowolni to nieco drukowanie, ale wyniki mogą być warte czekania.
Dodaj podpory

Drukarki 3D FDM działają poprzez wypychanie stopionego filamentu, który łączy się z warstwą pod nim. Kiedy pod spodem nie ma żadnej warstwy, z którą można by się połączyć, zasadniczo prosisz drukarkę o drukowanie w powietrzu! Jeśli most jest zbyt długi lub kąt nawisu jest zbyt wysoki, nastąpi ugięcie, a nawet całkowite uszkodzenie wydruku.
Jeśli aktywujesz podpory w swojej krajalnicy, można zaplanować mosty i nawisy, ale potrzeba trochę badań i doświadczenia, aby wiedzieć, jak i kiedy ich używać. Istnieją różne typy podpór, które pasują do różnych modeli, a także cała masa dodatkowych ustawień, które możesz dostosować do perfekcji. Pamiętaj tylko, że podczas korzystania z podpór może być potrzebne trochę przetwarzania końcowego (takiego jak przycinanie i szlifowanie), aby ukryć miejsca mocowania.
Zamknij luki

Luki pojawiające się na wydruku 3D są często związane z przetłoczeniem lub niedotłoczeniem . Dobrym miejscem do rozpoczęcia jest przyjrzenie się szybkości przepływu (znanej jako mnożnik ekstruzji w Cura ). Zmieniając tę wartość, rób to z bardzo małymi korektami, a po każdej zmianie wykonaj wydruk testowy. Kalibracja E-steps może również rozwiązać problemy z ekstruzją.
Inne rodzaje luk mogą być spowodowane niewystarczającymi obwodami . Podczas drukowania czegoś z detalami mogą pojawić się małe dziury u góry i po bokach. Problemy z jakością wzdłuż boków można rozwiązać, powoli zwiększając odległość, na jaką obwód zachodzi na wypełnienie.
Alternatywnie, jeśli prędkość jest zbyt duża podczas wytwarzania wypełnienia, wytłoczone włókno może nie pozostać na obwodzie, ponieważ dysza porusza się zbyt szybko, aby włókno utworzyło wiązanie. W takim przypadku zmniejsz prędkość drukowania . Tylko nie posuwaj się za daleko, ponieważ mogą pojawić się inne problemy, do których przejdziemy dalej.
Dostosuj prędkość i ruch

Szybkość i ruch głowicy drukującej mają wyraźny wpływ na jakość druku. Na przykład po przyklejeniu pierwszej warstwy czasami możesz zobaczyć linię, w której dysza ciągnie się po powierzchni lub obwodzie wydruku. Może to być spowodowane brakiem wciągania żarnika .
Ponadto niektóre krajalnice mają możliwość instruowania drukarki, aby podniosła wysokość dyszy podczas przemieszczania się po pustych przestrzeniach. Sprawdź, czy jest to uwzględnione w zaawansowanych ustawieniach fragmentatora, ponieważ pozwala uniknąć przypadkowych kolizji.
Chociaż może być kuszące, aby zwiększyć prędkość ruchu, aby była jak najbardziej wydajna, zbyt duża prędkość może szybko doprowadzić do obniżenia jakości. Dzwonienie lub echo wokół krawędzi lub wokół elementów wydruku jest spowodowane wibracjami spowodowanymi ruchem ekstrudera. Aby rozwiązać problem, zmniejsz prędkość drukowania. Należy jednak upewnić się, że ekstruder nadal porusza się wystarczająco szybko; jeśli jest zbyt wolny, zadrukowany obszar może się przegrzać i spowodować inne problemy z jakością.
Obróbka końcowa wydruków

Usuwanie podpór lub usuwanie drobnych niedoskonałości można wykonać za pomocą ostrego noża hobbystycznego lub papieru ściernego, zwłaszcza jeśli konieczne jest malowanie lub polerowanie.
Niektóre tworzywa sztuczne, takie jak ABS, bardzo dobrze współpracują z obróbką parą acetonu . Rezultatem jest błyszczące wykończenie, ale pamiętaj, że proces ten może osłabić model, ponieważ rozpuszcza plastik.
Kompozytowe tworzywa sztuczne, takie jak mosiądz lub miedź, zostały ulepszone poprzez szlifowanie i obróbkę metalu, aby uzyskać zmatowiały wygląd. Na przykład Brasso sprawia, że mosiądz ma autentyczny, zużyty wygląd. Są też inne sposoby, aby Twoje wydruki wyglądały jeszcze bardziej imponująco, na przykład zanurzanie w wodzie !
Źródło: all3dp.com

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć