

W druku 3D FDM ekstruder i dysza pracują nad wytłaczaniem materiału warstwa po warstwie, aby stworzyć pożądaną część. Niestety, ponieważ relacja między ekstruderem a dyszą jest delikatna (oba muszą działać perfekcyjnie dla idealnego wydruku), gdy wystąpi jakikolwiek drobny błąd, jakość wydruku spada.
W szczególności, gdy ekstruder przestanie wypychać filament, nadmiar materiału wydostaje się z dyszy, aż do powstania szczeliny między filamentem a dyszą w gorącym końcu . Ta przerwa jest powtarzana z każdą przerwą w wytłaczaniu, a wynikające z tego niespójne wytłaczanie powoduje, że części mają miękkie narożniki lub nierówne ściany, a nawet mogą wymagać zmniejszenia prędkości drukowania .
Takie wady zostały znormalizowane ze względu na naturę druku 3D FDM. Nawet jeśli Twoja drukarka działa idealnie, nadal możesz napotkać te błędy. Jednak w ostatnich latach opracowano technologię znaną jako postęp liniowy (linear advance), aby zmniejszyć lub wyeliminować skutki tych problemów.
Foresight druku 3D
Posuw liniowy może pomóc wygładzić wyboiste ściany (Źródło: PrusaPrinters )
Posuw liniowy to specjalna funkcja oprogramowania sprzętowego , która przewiduje i kompensuje wzrost ciśnienia w dyszy w wyniku przełączania między wytłaczaniem a cofaniem . Ta kompensacja zapewnia wydruki z ostrzejszymi narożnikami, bardziej płaskimi ścianami i czystszym wypełnieniem, a wszystko to przy wyższych prędkościach drukowania (jeśli nie istnieją inne ograniczenia). Te ulepszenia są praktycznie nieosiągalne przy użyciu jakichkolwiek innych poprawek, takich jak dostrajanie ustawień krajalnicy lub poziomowanie stołu , które jednak nadal są niezbędne do udanych wydruków.
Jednak wyprzedzenie liniowe może być trochę trudne, więc w tym artykule omówimy, jak działa wyprzedzanie liniowe, a także jak ustawić lub dostosować go w oprogramowaniu.POSTĘP LINIOWY: PODSTAWY
Co to rozwiązuje
 Posuw liniowy ma na celu zrekompensowanie różnic w wytłaczaniu
Posuw liniowy ma na celu zrekompensowanie różnic w wytłaczaniu
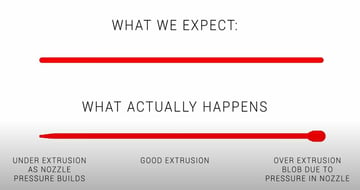
Zanim zagłębimy się w to, jak dokładnie działa posuw liniowy, ważne jest, aby zrozumieć problem, który funkcja ta ma rozwiązać: niestały przepływ materiału z powodu zmian ciśnienia w dyszy. Podczas wyciskania i cofania ciśnienie wzrasta i uwalnia się w dyszy, powodując niespójne, a nawet opóźnione wytłoczenia.
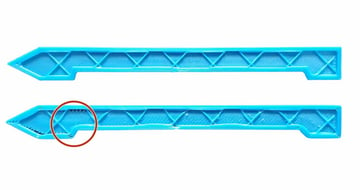
Jak już wspomnieliśmy, to właśnie to powoduje wyciekanie filamentu z dyszy po zakończeniu wytłaczania lub materiał zacznie wypływać zbyt późno z powodu uwolnienia ciśnienia (powodującego przerwę w przepływie filamentu w dyszy) po wycofanie. Na przykład, jeśli powiesz urządzeniu, aby wydrukowało jedną linię prostą, jak widać na powyższym obrazku, jej początek będzie niedostatecznie wytłoczony , a koniec nadmiernie wytłoczony .
Większe prędkości drukowania zwykle pogłębiają ten problem, ponieważ włókno przepływa szybciej, ale ciśnienie dyszy jest nadal niejednolite, co powoduje, że wytłaczanie jest równie lub bardziej niespójne. Właśnie dlatego liniowy przesuw jest tak skuteczny i pomocny przy korzystaniu ze zwiększonych prędkości drukowania.
Jak to działa
 Jakość powierzchni zewnętrznej części można poprawić dzięki postępowi liniowemu (po prawej) (Źródło: Teaching Tech via YouTube )
Jakość powierzchni zewnętrznej części można poprawić dzięki postępowi liniowemu (po prawej) (Źródło: Teaching Tech via YouTube )
Posuw liniowy to funkcja oprogramowania sprzętowego drukarki 3D, która próbuje skompensować ciśnienie w dyszy i niespójne wytłaczanie. Ale jak dokładnie to robi?
Wartość K
Posuw liniowy ekstruduje dodatkową długość materiału na każdy 1 mm/s prędkości drukowania. Wynikowa „odległość ściskania” jest znana jako wartość K. Ponieważ zależy to od szybkości drukowania, można z niej korzystać zarówno przy wysokiej, jak i niskiej (lub normalnej) szybkości drukowania. Im wyższa wartość K, tym więcej włókien ekstruder będzie ściskał w gorącym końcu , aby zsynchronizować wytłaczanie z ruchem osi X i Y.
Wartość K będzie prawdopodobnie wyższa w konfiguracji z napędem Bowden niż w przypadku napędu bezpośredniego, a także będzie się różnić w zależności od gorących końców. Aby to uwzględnić, możesz zmienić wartość K, edytując i ponownie instalując oprogramowanie układowe lub używając terminala z kodem G, ale w dalszej części artykułu dowiemy się, jak to zrobić.
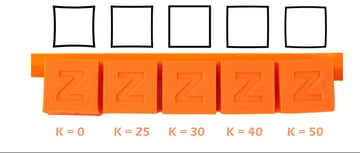 Zobacz, jak wartość K wpływa na Twoje wydruki (Źródło: Blog PrusaPrinter )
Zobacz, jak wartość K wpływa na Twoje wydruki (Źródło: Blog PrusaPrinter )
Efekty
Posuw liniowy w rzeczywistości nie zapobiega wzrostowi ciśnienia w dyszy. Zamiast tego stara się utrzymać stałe ciśnienie, zwiększając wytłaczanie wraz ze wzrostem prędkości drukowania. Innymi słowy, liniowy przesuw zapewnia, że stosunek ekstruzji do prędkości drukowania nie zmienia się w trakcie drukowania.
Jeśli zastanawiasz się nad różnicą między wartością K i E -step, wartość K jest określana przez prędkość drukowania, podczas gdy wartość E-step jest stosowana do każdego ruchu ekstrudera, niezależnie od prędkości. Obie wartości wpływają na przepływ materiału, ale to etapy E określają podstawową ilość materiału do wytłoczenia, podczas gdy wartość K dodaje lub odejmuje od tej ilości w oparciu o prędkość.
Oprócz układania bardziej spójnych linii, liniowy postęp doskonale nadaje się do drukowania ostrych narożników. Dzieje się tak, ponieważ przy normalnym wytłaczaniu zmiana kierunku w narożniku często powoduje nadmierne wytłaczanie, co skutkuje zaokrągleniem narożnika. Jednak harmonizacja między przepływem dyszy a ruchami osi X i Y zmniejsza nadmierne wytłaczanie, umożliwiając ostrzejsze narożniki.
Innym przykładem są nierówne lub niepłaskie ściany, które ponownie są spowodowane głównie niespójnym wytłaczaniem z powodu ciśnienia w dyszy. Konsekwentne wytłaczanie liniowego posuwu pomaga utrzymać płaskie ściany części. Ta poprawa jakości druku jest widoczna na powierzchni części, zwłaszcza jeśli wydruki zawierają duże, cienkie ścianki.
Wsparcie i kompatybilność
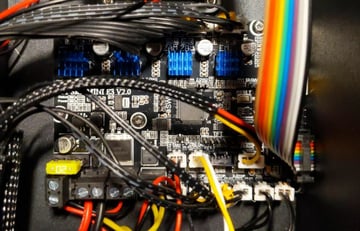 Płyta SKR Mini E3 działa z liniowym wyprzedzeniem, jeśli masz kompatybilne oprogramowanie (źródło: Watching_JRTI przez Reddit )
Płyta SKR Mini E3 działa z liniowym wyprzedzeniem, jeśli masz kompatybilne oprogramowanie (źródło: Watching_JRTI przez Reddit )
Chociaż liniowy postęp jest świetną funkcją, nie jest dostępny dla każdej drukarki lub oprogramowania układowego. W tej sekcji omówimy kompatybilność liniowego postępu zarówno dla płyt głównych , jak i oprogramowania układowego.
Płyty główne
Funkcja liniowego przesuwania się nie jest kompatybilna z każdą płytą główną drukarki 3D. Według TeachingTech na YouTube , liniowy postęp może być problematyczny w niektórych konfiguracjach sterowników silników krokowych . Na przykład, sterowniki TMC2208 w trybie stealth, legacy lub standalone, jak widać na niektórych płytach głównych Creality (np . Ender 3 i V2 ), nie będą działać.
Jeśli szukasz płyty głównej lub drukarki obsługującej linearny postęp, Einsy Rambo od Prusa i3 MK3S+ lub SKR Mini E3 sprawdzą się świetnie. Alternatywnie, jeśli masz niestandardową drukarkę , możesz użyć sterowników silników krokowych TMC2209 na płycie głównej z dostosowywanymi sterownikami, takimi jak Makerbase Robin E3D.
Oprogramowanie układowe
Jak już wspomnieliśmy, postęp liniowy jest kontrolowany przede wszystkim przez oprogramowanie sprzętowe drukarki. Chociaż ta funkcja może zacząć być włączana do innego oprogramowania (takiego jak Smoothieware), obecnie jest ona prezentowana głównie w oprogramowaniu Marlin . Marlin to opracowany przez społeczność, open source i najpopularniejszy wybór oprogramowania układowego dla drukarek 3D FDM. Przypominamy, że oprogramowanie układowe interpretuje kod G, dzięki czemu drukarka może sterować swoim sprzętem zgodnie z instrukcjami.
Niektóre programy oparte na Marlin zawierają również zaawansowane funkcje liniowe, takie jak oprogramowanie układowe Prusa Marlin w Prusa i3 MK3S . Aby sprawdzić tę funkcję, zawsze możesz wyszukać „LIN_ADVANCE” w pliku „Configuration_adv.h” oprogramowania układowego.
Konfigurowanie posuwu liniowego
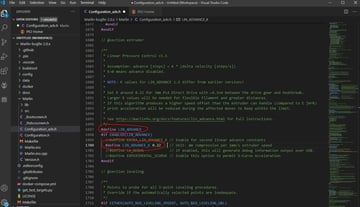 Aktywuj przesunięcie liniowe i dostosuj wartość K (opcjonalnie) w oprogramowaniu (Źródło: Jackson O’Connell przez All3DP)
Aktywuj przesunięcie liniowe i dostosuj wartość K (opcjonalnie) w oprogramowaniu (Źródło: Jackson O’Connell przez All3DP)
Zanim zaczniemy konfigurować posuw liniowy, upewnij się, że drukarka jest w dobrym stanie, ekstruder jest skalibrowany , a ustawienia krajalnicy , takie jak temperatura i cofanie , są dobrze dostrojone. Nie zapomnij również wyrównać łóżka , tak jak powinieneś przed każdym wydrukiem 3D.
Aby użyć linearnego postępu, będziesz musiał zmienić i uaktualnić oprogramowanie sprzętowe drukarki, co może być trudnym procesem, szczególnie dla tych, którzy nigdy wcześniej tego nie robili.
Możesz wykonać poniższe kroki, aby przetestować i dostosować swoją liniową wartość K zaliczki:
- Otwórz edytor oprogramowania układowego i prześlij swoje bieżące oprogramowanie układowe oparte na Marlin lub Marlin.
- Pod „Configuration_adv.h” odkomentuj (usuń „//”) wiersz „#define LIN_ADVANCE”.
- Zapisz, skompiluj i prześlij nowe oprogramowanie układowe do drukarki.
- Otwórz generator wartości Marlin K i dostosuj ustawienia krajalnicy w interfejsie do tych, których używasz (głównie temperatura, średnica dyszy, stół roboczy, prędkość i cofanie).
- Kliknij przycisk „Generuj kod G” na dole części ustawień fragmentatora witryny generatora.
- Pobierz skrypt G-code i załaduj go na swoją drukarkę.
- Rozpocznij drukowanie i obserwuj drukarkę, aby upewnić się, że się nie zepsuje. Po zakończeniu uważaj, aby nie usunąć małych wydrukowanych linii z łóżka.
- Spójrz na linie wydrukowane obok odpowiadającej im wartości K i określ, która z nich wygląda najbardziej spójnie pod względem wytłaczania.
- Otwórz edytor oprogramowania układowego lub terminal z kodem G, taki jak Pronterface .
- W edytorze oprogramowania układowego przewiń w dół do obszaru wartości „LIN_ADVANCE_K” i sprawdź, jaka jest twoja aktualna wartość K. Jeśli używasz terminala z kodem G, wyślij polecenie „M900”, a powtórzy się ono z powrotem do bieżącej wartości K.
- Dostosuj wartość K w edytorze oprogramowania układowego i ponownie zainstaluj nowe oprogramowanie układowe. Lub wyślij polecenie „M900 K”, a następnie polecenie „M500” w terminalu G-code.
Otóż to; pomyślnie skonfigurowałeś liniowy postęp na swojej drukarce 3D!
 Dobrym pomysłem jest kostka kalibracyjna z postępem liniowym (źródło: 3druck_com przez Thingiverse )
Dobrym pomysłem jest kostka kalibracyjna z postępem liniowym (źródło: 3druck_com przez Thingiverse )
Pamiętaj, aby ponownie przetestować i dostosować wartość K podczas wprowadzania znaczących zmian temperatury, prędkości lub cofania drukowania, a także w przypadku zmiany rodzaju filamentu.
Ponadto programiści Marlin zalecają wyłączenie kilku ustawień fragmentatora, w tym czesania, zwiększania nacisku, wybiegu i dodatkowej długości restartu po skonfigurowaniu postępu liniowego. Wreszcie, należy ponownie dostosować odległość wycofania, ponieważ powinna ona być znacznie mniejsza ze względu na aktywację i dostrojenie posuwu liniowego.
Źródło: all3dp.com

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć