

Niedostateczne wytłaczanie występuje, gdy podczas drukowania wytłaczana jest zbyt mała ilość filamentu. Może to skutkować przerwami, brakującymi warstwami, niewystarczająco małymi warstwami, a nawet małymi kropkami lub dziurami pojawiającymi się na wydruku. Jakość druku i siła druku są zagrożone, gdy występuje niedostateczne wytłoczenie.
Niedotłoczenie może być problemem związanym z ustawieniami i kalibracją (jeśli stale doświadczasz niedociągnięcia) lub może mieć związek ze sprzętem (jeśli problem nagle się pojawi). Upewnij się, że najpierw sprawdziłeś problemy ze sprzętem i zawsze pamiętaj o zbyt dużym dostosowywaniu ustawień fragmentatora, jeśli w przeszłości zdarzyło Ci się wykonywać pomyślne wydruki z tą samą konfiguracją.
Poniżej przyjrzymy się kilku prostym poprawkom niedostatecznego ekstruzji, które powinny wyeliminować ten irytujący problem. Ale zanim zaczniesz, upewnij się, że masz ulubioną kostkę kalibracyjną lub wydruk testowy , którego możesz użyć do wybrania swoich ustawień.
Sprawdź dyszę i gorący koniec

Najczęstszą przyczyną niedostatecznego ekstruzji jest zatkana dysza . Nawet częściowe zatkanie może zrujnować wydruki 3D. Jeśli Twoja drukarka nagle zaczyna niedostatecznie wytłaczać, zwłaszcza jeśli zwlekałeś z konserwacją głowicy drukującej , najprawdopodobniej przyczyną problemu jest zatkana dysza.
Możesz wyeliminować ten problem, czyszcząc lub wymieniając dyszę drukarki. W większości przypadków wystarczy wyczyścić dyszę szczotką drucianą i użyć środka do czyszczenia dysz o odpowiedniej wielkości, aby wypchnąć resztki materiału i wyczyścić otwór dyszy.
Sprawdź rurkę Bowdena i zimny koniec

Jeśli dysza jest czysta i nadal występuje niedostateczne wytłaczanie, sprawdź rurkę Bowdena drukarki (lub zimny koniec, jeśli jest to konfiguracja z napędem bezpośrednim). Czasami zepsute rurki teflonowe mogą złączyć się z włóknem i spowodować zatkanie.
Aby usunąć zatkany filament i wadliwą rurkę PTFE, zdejmij zacisk tulejki, dociśnij tuleję wokół rurki PTFE i mocno pociągnij za rurkę. Pomoże to również podgrzać gorący koniec do temperatury drukowania (~200 ° C), ale bądź bardzo ostrożny, jeśli wybierzesz tę metodę. Zapewni to, że filament nie utknie w dyszy i zapobiegnie wyjęciu rurki Bowdena.
Jeśli twoja drukarka ma wytłaczarkę z napędem bezpośrednim, musisz uzyskać dostęp do zimnego końca głowicy drukującej, aby upewnić się, że żarnik można wepchnąć do gorącego końca bez przeszkód.
Sprawdź przekładnie ekstrudera

Częstą przyczyną niedostatecznego ekstruzji są nieoczyszczone koła zębate ekstrudera. Zwłaszcza jeśli w przeszłości miałeś problemy z zatykaniem, koła zębate ekstrudera mogą szlifować nieruchome włókno i gromadzić odłamki i cząstki na zębach kół zębatych. Uniemożliwi to ekstruderowi chwytanie i przepychanie filamentu przez dyszę.
Szybkie szczotkowanie drutem powinno rozwiązać ten problem w mgnieniu oka!
Sprawdź, czy nie ma węzłów żarnika

Jeśli sprawdziłeś wszystkie możliwe problemy ze sprzętem drukarki, prawdopodobnie masz problem ze szpulą. Węzły i sploty szpuli są irytująco nieuniknione w Twojej podróży do drukowania 3D.
Najlepszym sposobem na naprawienie węzła lub plątaniny jest rozwinięcie włókna poza początek węzła i ostrożne nawinięcie go z powrotem.
Zwiększ temperaturę druku
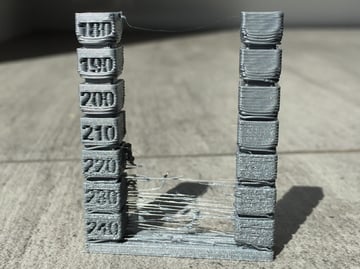
Nawet w ramach tej samej kategorii materiałów niektóre marki i kolory filamentów wymagają nieco innych temperatur drukowania. Jeśli niedawno zmieniłeś filamenty i nagle widzisz niedostateczne wytłoczenie, prawdopodobnie musisz dostosować temperaturę drukowania. Jeśli temperatura druku jest zbyt niska, filament nie będzie mógł prawidłowo płynąć.
Zwiększaj temperaturę drukowania o 5 °C, aż znajdziesz odpowiednią temperaturę dla swojej maszyny i materiału. Możesz dostosować to ustawienie, wielokrotnie drukując test i dostosowując temperaturę lub drukując pojedynczą wieżę temperaturową, za pomocą której możesz testować kilka temperatur jednocześnie.
Dostosuj ustawienia cofania

Jeśli widzisz niedostateczne wytłoczenie w pobliżu rogów lub szwów wydruków, może być konieczne dostosowanie ustawień cofania . Jeśli wycofasz filament zbyt mocno lub zbyt wolno, ekstruder nie będzie w stanie przepchnąć wystarczającej ilości filamentu przez dyszę, aby stworzyć idealną warstwę.
Zmniejszaj odległość wycofywania za każdym razem o 1 mm i zwiększaj prędkość wycofywania za każdym razem o 5 mm/s. Zatrzymaj się, gdy zauważysz, że ten problem znika lub staje się nieistotny. Jeśli Twoje wydruki zaczynają się ciągnąć lub pojawiają się plamy , za bardzo dostosowałeś odległość i prędkość i musisz trochę się cofnąć. Zgodnie z ogólną zasadą, nigdy nie należy schodzić poniżej odległości cofania 2 mm lub powyżej prędkości ac 45 mm/s.
Prawidłowa średnica żarnika

Ta poprawka rozwiązuje bardzo powszechny błąd: nieprawidłową średnicę filamentu. Jako skrajny przykład, jeśli twoja krajalnica oczekuje filamentu 1,75 mm, a w rzeczywistości próbujesz drukować z filamentem o szerokości 3 mm, ekstruder nie wypchnie filamentu z zadowalającą szybkością.
Użyj suwmiarki, aby zmierzyć filament i znaleźć jego prawidłową średnicę. Czasami nawet niedokładność 0,1 mm może powodować problemy z drukowaniem.
Zwiększ prędkość przepływu

Jeśli cały twój sprzęt jest w doskonałym stanie, żadna z porad dotyczących ustawień nie działa, a nadal występują niedostatecznie wytłoczone wydruki, spróbuj zwiększyć szybkość przepływu (znaną również jako mnożnik wytłaczania) we fragmentatorze. Spowoduje to wypchnięcie większej ilości filamentu przez dyszę, co zapewni pełniejsze wydruki.
Dostosuj to ustawienie o 2,5%, aż znajdziesz właściwe miejsce. Należy jednak pamiętać, że zbytnie zwiększenie tego ustawienia może powodować zacinanie się. Czasami różne marki, kolory i materiały filamentów wymagają nieco innych prędkości przepływu. Zasadniczo nie zwiększaj tego ustawienia do ponad 1,1 (lub 110%). W przeciwnym razie pojawią się nowe problemy.
Jak zauważyliśmy wcześniej, nigdy nie zmieniaj tego ustawienia, jeśli wcześniej uzyskałeś akceptowalne wydruki przy użyciu tej samej drukarki, ustawień i materiału. Jeśli przypadkowo pojawi się under-extrusion, problem tkwi najprawdopodobniej w sprzęcie.
Źródło: all3dp.com

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć