


Co to jest?

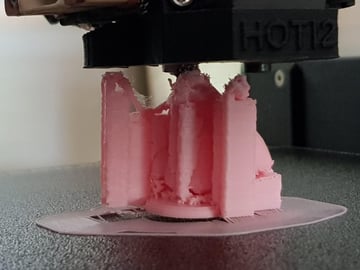
Dla wielu entuzjastów druku 3D uzyskanie idealnej warstwy początkowej dyktuje jakość końcowego wydruku . Kluczem do tego jest ustawienie odpowiedniego przesunięcia Z , które jest odległością między gorącym końcem a pozycją wyjściową Z na drukarkach 3D.
W idealnym przypadku byłoby to zgodne z odległością między gorącym końcem a stołem roboczym. Jednak różnice w położeniu wyłącznika krańcowego, sondach samonaprowadzających i ręcznym poziomowaniu stołu komplikują ten problem.
Dlaczego to regulować?
Najczęstszym powodem dostosowania przesunięcia Z jest umożliwienie dodania szkła lub grubszego materiału łoża. Inne powody to:
- Drukowanie bezpośrednio na istniejącym obiekcie (na przykład drukowanie bezpośrednio na szkle w celu wykonania ramki do zdjęć)
- Osadzanie magnesów wewnątrz wydruku (na przykład poprzez pauzę w połowie wydruku)
- Dostrajanie pierwszej warstwy w celu uzyskania idealnego druku
Istnieją dwie metody dostosowania przesunięcia Z: zmiana kodu G lub bezpośrednie wprowadzenie przesunięcia do fragmentatora . W tym artykule wyjaśnimy oba. Weźmy się za to!
Regulacja za pomocą kodu G
Kluczem do dostosowania przesunięcia Z za pomocą kodu G jest najpierw unieruchomienie drukarki za pomocą G28 Z0.
Następnie G92 Z0.1może być użyty do ustawienia ręcznego przesunięcia Z do drukowania. W takim przypadku drukarka ustaliła aktualną (początkową) pozycję na Z = 0,1 mm. Spowoduje to utworzenie przesunięcia -0,1 mm, w którym każde polecenie ruchu po tym zostanie obniżone o 0,1 mm na osi Z.
Uwaga: Aby podnieść dyszę w celu drukowania na powierzchni, użyj ujemnych wartości przesunięcia Z (Z-0,1). Spowoduje to przesunięcie głowy do góry (0,1 mm).
Regulacja za pomocą krajalnicy

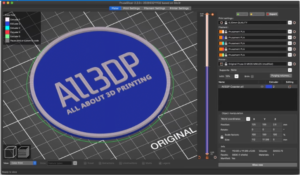
Dostosowanie przesunięcia Z za pomocą fragmentatora może być znacznie łatwiejsze niż robienie tego ręcznie w kodzie G. Dokładna lokalizacja tej funkcji będzie zależeć od używanego fragmentatora, ale tutaj przeprowadzimy Cię przez kroki dla często używanej Cura . Aby uzyskać dostęp do ustawień przesunięcia osi Z, musisz zainstalować wtyczkę. Oto jak:
- W najnowszej wersji Cura , 4.9.0, przejdź do rynku, klikając ikonę w prawym górnym rogu ekranu. Spowoduje to wyświetlenie okna wtyczek do pobrania.
- Przejdź na dół listy i kliknij ikonę o nazwie Z Offset plug-in .
Po zainstalowaniu można uzyskać dostęp do ustawienia w polu rozwijanym „Przyczepność płyty montażowej”, aby ustawić wielkość przesunięcia.
Końcowe przemyślenia
Tak, to takie proste! Należy jednak pamiętać o kilku kwestiach.
Po pierwsze, problemy mogą wystąpić podczas wprowadzania przesunięcia Z, które powoduje, że głowica drukująca uderza w wyłącznik krańcowy. Zapobiegnie to występowaniu offsetu, ponieważ zastępuje on dowolny napisany kod G.
Po drugie, jeśli próbujesz drukować na znacznie nierównym przedmiocie, możesz mieć problemy. Jeśli głowica drukująca wejdzie w obiekt podczas przemieszczania się, aby rozpocząć pierwszą warstwę, można to naprawić, dodając kod G. Jednak będzie musiał być specyficzny dla drukowanego obiektu.
Ogólnie rzecz biorąc, dostosowanie przesunięcia Z jest łatwym procesem, który rozszerzy możliwości drukowania. Korzystając z tego przewodnika, w mgnieniu oka osiągniesz nowe wyżyny!
Źródło:all3dp.com

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć