


Utrzymywanie wydruków w dół
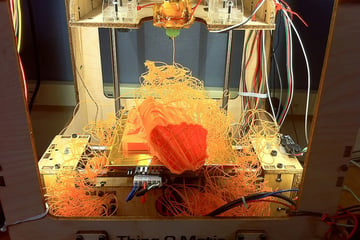
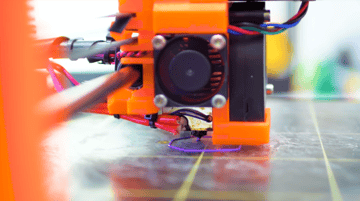
Właściwa przyczepność stołu ma kluczowe znaczenie dla każdego wydruku 3D FDM . Bez przyczepności wydruki odrywają się, zanim zostaną w pełni uformowane, pozostawiając ptasie gniazdo z niewłaściwie wytłoczonego plastiku (pokazane powyżej). Takie niepowodzenia mogą być niezwykle frustrujące, pochłaniając zarówno czas, jak i materiał.
W związku z tym będziesz chciał zrobić wszystko, co w Twojej mocy, aby uzyskać odpowiednią przyczepność łóżka. Na początek omówimy kilka popularnych wskazówek i wskazówek, które pomogą Ci unieruchomić wydruki.
Porada 1: Uzyskaj właściwą pierwszą warstwę
W przypadku druku FDM tworzywo sztuczne jest wytłaczane warstwa po warstwie. Całość zbudowana jest z pierwszej warstwy, więc naturalnie musi być mocno przyklejona do łóżka. Jest to tak krytyczny krok, że mamy cały przewodnik poświęcony jego prawidłowemu , więc tutaj tylko pominiemy kilka kluczowych punktów.
POZIOMOWANIE ŁÓŻKA
Upewnij się, że stół drukarki jest wypoziomowany. Zapewnia to idealną powierzchnię do uchwycenia pierwszej warstwy. Jeśli nie masz pewności, jak wypoziomować łóżko, mamy przydatny przewodnik .
USTAWIENIA DRUKOWANIA PIERWSZEJ WARSTWY
Twoja krajalnica do drukarki 3D ma wiele ustawień drukowania dedykowanych dla pierwszej warstwy, w tym temperaturę stołu i materiały pomocnicze do drukowania (tj . tratwy , spódnice i ronda ). Dostosowanie tych ustawień zoptymalizuje wydajność pierwszej warstwy, zapewniając, że pierwsza warstwa jest mocno przyciśnięta do łóżka (nadmierne zgniecenie jest często określane jako „ stopa słonia ”). Omówimy je bardziej szczegółowo w naszym przewodniku po pierwszej warstwie .
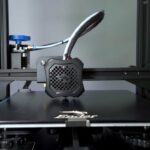
ZWIĘKSZANIE POWIERZCHNI
Zorientuj lub zaprojektuj swoją część tak, aby na jej dolnej powierzchni znajdowała się jak największa powierzchnia przylegająca. Posiadanie małej powierzchni lub izolowanych „wysp” na pierwszej warstwie
CZYSZCZENIE ŁÓŻKA
Olej, kurz i inne zabrudzenia mogą zakłócać chwytanie wydruków na stół roboczy. Przed każdym wydrukiem upewnij się, że powierzchnia wydruku jest czysta. Jeśli tak nie jest, zwykle wystarczy przetarcie alkoholem izopropylowym.
KORZYSTANIE Z MATERIAŁÓW POMOCNICZYCH DO KLEJENIA
Istnieją pomoce klejące do przytrzymywania wydruków 3D. Należą do nich klej PVA (zwykły klej do użytku domowego), taśma Kapton i niebieska taśma drukarska. Istnieją również rozwiązania komercyjne, takie jak Magigoo . Twój przebieg z nimi może się różnić w zależności od materiału, więc skonsultuj się z producentem filamentu, aby uzyskać zalecane środki klejące.
Za pomocą taśm przykryj platformę roboczą pojedynczą, płaską warstwą i wymień ją w miarę zużycia. W przypadku klejów do wycierania nałożyć cienką warstwę przed każdym wydrukiem. Pamiętaj tylko o rutynowym czyszczeniu stołu!
Wskazówka 2: Zapobiegaj kolizjom głowic drukujących
Nawet jeśli pierwsza warstwa dobrze się trzyma, nadal istnieje szansa, że wydruk może się przemieścić. Dzieje się tak często, gdy głowica drukująca zderzy się z częścią wydruku. Może się to zdarzyć, jeśli Twoja drukarka jest szczególnie podatna na powstawanie plam , które powodują nieregularności powierzchni, które mogą powodować problemy.
Aby zmniejszyć prawdopodobieństwo kolizji głowic drukujących, dostosuj następujące ustawienia fragmentatora:
USTAWIENIA WYCOFANIA
Cofanie ma miejsce, gdy włókno jest wciągane do tyłu, aby zapobiec niepożądanemu wyciekaniu plastiku. Nieprawidłowe ustawienia cofania mogą spowodować nieprawidłowe wytłaczanie plastiku, który z kolei może zaczepić się o poruszającą się głowicę drukującą, powodując przemieszczenie wydruku. Wycofanie jest sztuką samą w sobie, dlatego mamy dla niej dedykowany przewodnik .
Z HOP
Przeskok Z to specjalne ustawienie, które podnosi głowicę drukującą (lub obniża platformę roboczą) przed ruchem przesuwu. Pomaga to głowicy drukującej w usuwaniu wydrukowanych części, zmniejszając ryzyko zaczepienia się czegokolwiek.
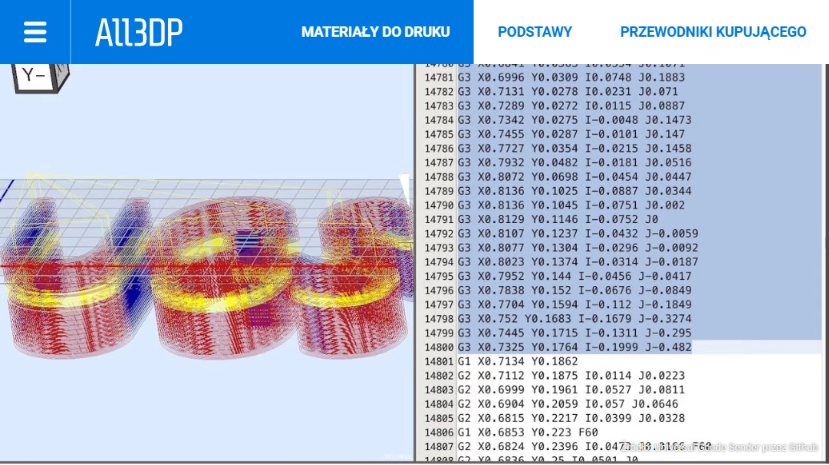
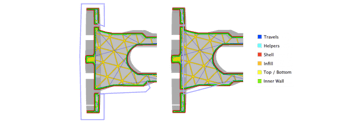
UNIKANIE DRUKOWANYCH CZĘŚCI
Wiele krajalnic ma dedykowane ustawienie, które dostosowuje wszystkie ruchy, aby uniknąć drukowanych części (powyżej). To ustawienie wydłuży czas drukowania, ponieważ głowica drukująca nie będzie już w stanie wykonywać najbardziej bezpośrednich ruchów, ale pomoże również uniknąć wpadek.
Porada 3: Utrzymuj stabilną temperaturę otoczenia

Ta wskazówka dotyczy zwłaszcza drukowania materiałów wysokotemperaturowych, które mogą być wrażliwe na wahania temperatury. Nawet jeśli pierwsza warstwa dobrze się układa, zmiany temperatury w późniejszym czasie podczas drukowania mogą powodować zmiany rozszerzalności cieplnej. Zadrukowany plastik nie kurczy się ani nie rozszerza, jak większość płyt roboczych, więc te zmiany temperatury mogą powodować wyskakiwanie wydruków ze stołu roboczego.
Aby uniknąć wahań temperatury, zalecamy obudowanie drukarki 3D . Pomoże to utrzymać stabilną wewnętrzną temperaturę drukowania, a także ochroni przed nieoczekiwanymi podmuchami zimnego powietrza.
Jeśli obudowa nie wydaje się wykonalna lub nieodpowiednia, po prostu przestaw swoją drukarkę 3D w obszar wolny od podmuchów wiatru.
Proszę bardzo!
A dzięki temu masz nasze najlepsze wskazówki dotyczące poprawy przyczepności druku 3D! Mając te sztuczki w rękawie, będziesz mógł drukować pewnie, wiedząc, że Twoje części nigdzie się nie wybierają.
Jeśli szukasz innych wskazówek dotyczących rozwiązywania problemów, mamy przydatny przewodnik rozwiązywania problemów . W przeciwnym razie, teraz, gdy pomyślnie drukujesz, możesz rozpocząć pracę nad poprawą jakości wydruku !
Miłego drukowania!
(Źródło obrazu wiodącego: Ultimaker )
Źródło:all3dp.com

Good write-up. I absolutely appreciate this site.
Continue the good work!