

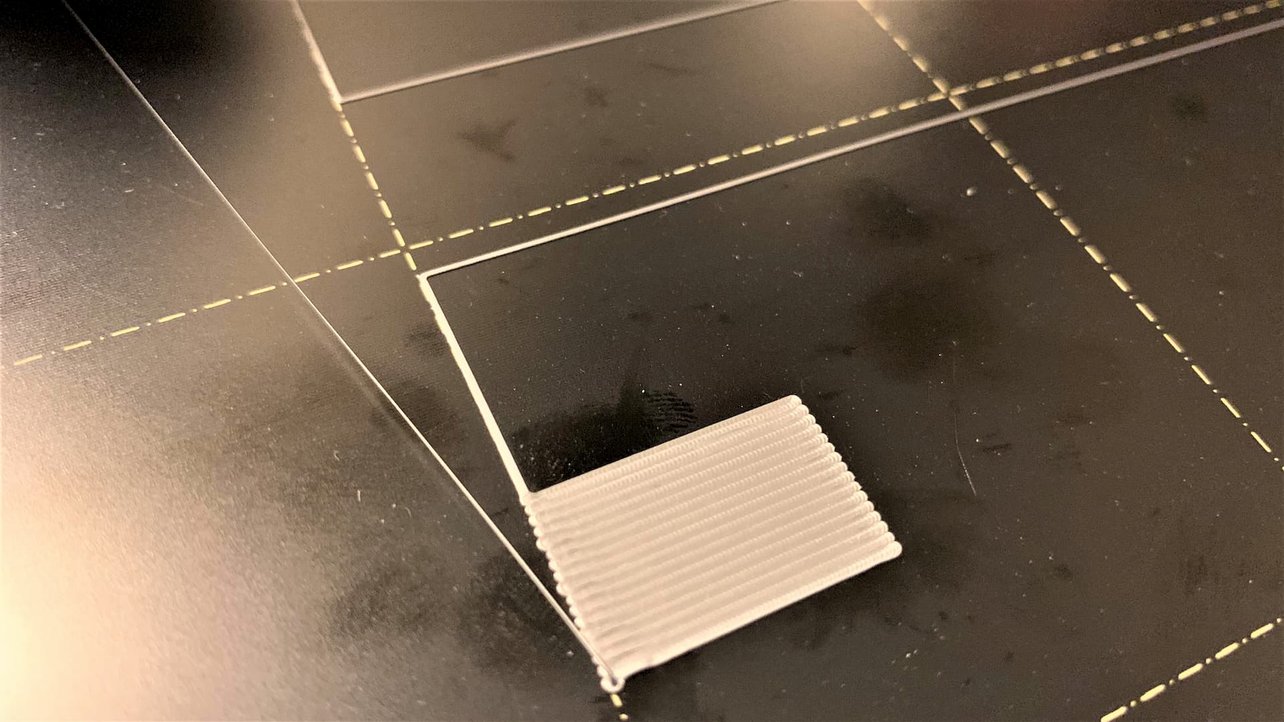
Dla wielu entuzjastów druku 3D uzyskanie idealnej warstwy początkowej decyduje o jakości powstałego wydruku . Oprócz zapewnienia poziomego łóżka , należy wziąć pod uwagę, czy twoja drukarka używa prawidłowego przesunięcia Z, które jest odległością między gorącym końcem a pozycją wyjściową Z na drukarce 3D.
Idealnie, ta wartość powinna odpowiadać odległości między gorącym końcem a stołem roboczym. Jednak różnice w położeniu wyłącznika krańcowego, sondach samonaprowadzających i ręcznym poziomowaniu stołu komplikują problem.
Jednym z typowych powodów dostosowania przesunięcia Z jest umożliwienie dodania grubszego materiału łoża, takiego jak szkło . Inne powody to drukowanie bezpośrednio na istniejącym obiekcie (na przykład drukowanie bezpośrednio na szkle w celu wykonania ramki do zdjęć), osadzanie magnesów wewnątrz wydruku (poprzez wstrzymanie drukowania w połowie) lub po prostu dostrojenie pierwszej warstwy w celu uzyskania doskonałego wydruku .
Należy pamiętać, że regulacja przesunięcia Z nie zastępuje poziomowania łóżka, ręcznie lub w inny sposób . Zazwyczaj przesunięcie Z jest czymś, czego rzadko trzeba regulować, podczas gdy stół roboczy powinien być zawsze wypoziomowany.
Istnieją trzy główne metody dostosowywania przesunięcia Z: zmiana kodu G , bezpośrednie wprowadzenie przesunięcia do krajalnicy lub (w zależności od posiadanej drukarki) dostosowanie ustawień na wyświetlaczu drukarki. W tym artykule wyjaśnimy wszystkie trzy. Weźmy się za to!
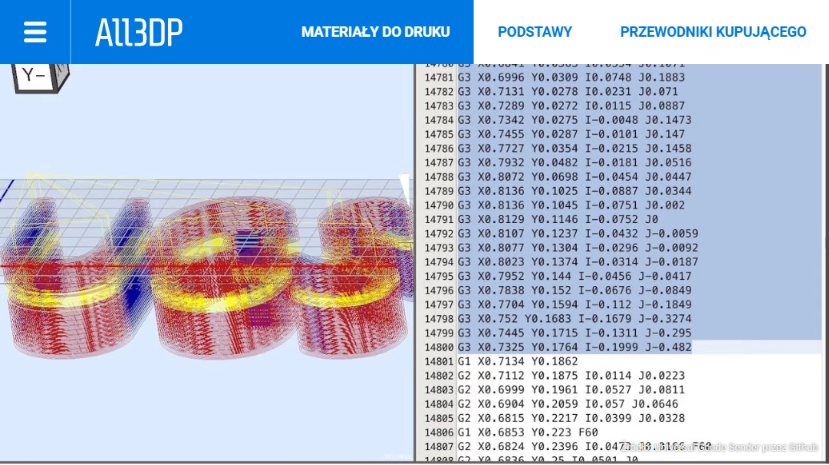
Regulacja za pomocą kodu G
Aby dostosować przesunięcie Z za pomocą kodu G, najpierw ustaw drukarkę w pozycji wyjściowej za pomocą polecenia G28 Z0.
Następnie G92 Z0.1może być użyty do ustawienia ręcznego przesunięcia Z do drukowania. Polecenie G92 przypisuje podane współrzędne do bieżącej fizycznej lokalizacji głowicy drukującej. W tym przypadku podana jest tylko współrzędna Z, Z = 0,1 mm, która jest przypisywana do pozycji wyjściowej drukarki. W efekcie powoduje to „przesunięcie” układu współrzędnych drukarki odwrotnie do podanej wartości, tworząc przesunięcie -0,1 mm.
W związku z tym, jeśli chcesz podnieść dyszę, aby drukować na powierzchni, upewnij się, że podałeś ujemną wartość Z, na przykład Z-0,1 aby zwiększyć o 0,1 mm.
Regulacja za pomocą krajalnicy
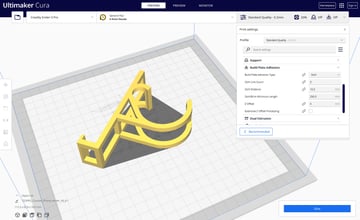
Dostosowanie przesunięcia Z za pomocą fragmentatora może być znacznie łatwiejsze niż robienie tego ręcznie w kodzie G. Dokładna lokalizacja tej funkcji będzie zależeć od używanego fragmentatora, ale tutaj przeprowadzimy Cię przez kroki dla często używanej Cura . Pamiętaj, że musisz zainstalować wtyczkę, aby uzyskać dostęp do ustawień przesunięcia Z. Oto jak:
- W najnowszej wersji Cura 5.0 (w momencie pisania w trybie beta) przejdź do marketplace, klikając przycisk w prawym górnym rogu ekranu. Spowoduje to wyświetlenie okna wtyczek do pobrania.
- Przejdź na dół listy i naciśnij „Zainstaluj”, aby przejść do „Ustawienie przesunięcia Z”.
Po zainstalowaniu można uzyskać dostęp do ustawienia w menu rozwijanym „Przyczepność płyty montażowej”, aby ustawić wielkość przesunięcia. (Musisz włączyć wszystkie ustawienia za pomocą trzywierszowego przycisku obok pola wyszukiwania).
Regulacja za pomocą wyświetlacza drukarki

Niektóre drukarki – takie jak Ender 3 , V2 i Pro – umożliwiają zmianę przesunięcia Z bezpośrednio na wyświetlaczu . W rzeczywistości dotyczy to każdej drukarki z wyświetlaczem z oprogramowaniem układowym Marlin .
W zależności od posiadanej wersji Marlina opcja przesunięcia Z może znajdować się w sekcji „Sterowanie” interfejsu, więc dobrze jest sprawdzić, jakie masz oprogramowanie układowe i jaką konkretną wersję. Ponieważ dostosowanie ustawienia bezpośrednio na wyświetlaczu drukarki jest prawdopodobnie najłatwiejszym sposobem, aby to zrobić – i w ten sposób należy zastosować przesunięcie do każdego następnego wydruku, przydatne może być przeprowadzenie pewnych badań i znalezienie wersji zawierającej tę opcję.
Końcowe przemyślenia
Tak, to takie proste! Należy jednak pamiętać o kilku kwestiach:
- Uderzenie w wyłącznik krańcowy: Podczas wprowadzania przesunięcia Z, które powoduje, że głowica drukująca uderza w wyłącznik krańcowy, mogą wystąpić problemy. Zapobiegnie to uchwyceniu przesunięcia, ponieważ przełącznik zastępuje dowolny napisany kod G.
- Nierówny przedmiot: Jeśli próbujesz drukować na znacznie nierównym przedmiocie, możesz mieć problemy. W szczególności dysza może trafić na przedmiot podczas podróży lub podczas drukowania, potencjalnie uszkadzając przedmiot lub drukarkę. Teoretycznie można to uwzględnić za pomocą kodu G, ale prawdopodobnie byłoby to niezwykle skomplikowane.
Ogólnie rzecz biorąc, dostosowanie przesunięcia Z jest łatwym procesem, który rozszerzy możliwości drukowania. Korzystając z tego przewodnika, w mgnieniu oka osiągniesz nowe wyżyny!
Jeśli chcesz dowiedzieć się więcej o ważnych pojęciach związanych z przesunięciem osi Z, zalecamy zapoznanie się z naszymi artykułami na temat poziomowania stołu siatkowego i automatycznego poziomowania .

Więcej...
Kalibracja drukarki 3D: jak skalibrować drukarkę 3D
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć