

Masz już od jakiegoś czasu drukarkę 3D, wyrównałeś łóżko , majstrowałeś przy ustawieniach krajalnicy , ale teraz chcesz pójść o krok dalej. Czas przejść do kodu G i dostosować ten sam kod, który mówi silnikom, jak mają się poruszać.
W tym artykule zagłębimy się w kod i dostosujemy nasze ustawienia, aby uzyskać jeszcze doskonalsze wydruki.
Wybieranie w pierwszej warstwie

Dobra pierwsza warstwa ma kluczowe znaczenie dla dobrego wydruku końcowego. Jeśli dysza znajduje się zbyt blisko łóżka, pierwsza warstwa zostanie zgnieciona i prawdopodobnie zniszczona, co oznacza, że konieczne będzie anulowanie drukowania. Tymczasem, jeśli dysza znajduje się zbyt daleko od stołu, wydruk straci przyczepność i prawdopodobnie zawiedzie.
Możesz poprawić swoją pierwszą warstwę, dostosowując przesunięcie Z. Jest to wartość, która zasadniczo mówi drukarce, jak daleko przesunąć oś Z od ograniczników Z – innymi słowy, od stołu.
Krótko mówiąc, celem jest, aby pierwsza warstwa idealnie przylegała do łóżka. Jeśli zauważysz, że twoja pierwsza warstwa jest zgnieciona lub że dysza się w nią wbija, powinieneś zwiększyć przesunięcie Z. Z drugiej strony, jeśli twoja pierwsza warstwa odrywa się od łóżka, chcesz obniżyć przesunięcie Z.
Kalibracja silników krokowych

Drukarki 3D wykorzystują silniki krokowe, które obracają się małymi krokami w celu przesunięcia osi lub ekstrudera na określoną odległość. Na przykład, jeśli jeden obrót to 100 kroków, silnik musi wykonać 50 kroków, aby obrócić o połowę. Pozwala to na bardzo precyzyjną kontrolę obrotów.
W przypadku drukarki 3D kalibracja silników krokowych obejmuje określenie relacji między krokami a odległością. Aby skalibrować ekstruder, musisz upewnić się, że Twoja drukarka 3D wytłacza odpowiednią ilość. Aby to zrobić, musisz wysłać kilka poleceń G-code do swojej drukarki.
Krok 1: Przygotuj swoje wartości
W tym kroku porównamy ustawienia Twojej drukarki z rzeczywistym drukowaniem. Jeśli istnieje rozbieżność, wykonamy kilka obliczeń, aby ją poprawić.
- Najpierw pobierz wszystkie ustawienia drukarki, wysyłając polecenie
M503. Część danych wyjściowych powinna wyglądać następująco:Steps per unit: M92 X100.00 Y100.00 Z400.00 E140.00 - Zwróć uwagę na te wartości. Pierwsze trzy odpowiadają liczbie kroków, jakie wykonują silniki krokowe, aby przesunąć się o jeden milimetr odpowiednio w kierunkach X, Y i Z. Nie przejmujemy się nimi w tej chwili, ale będziemy ich potrzebować później. W tej chwili zależy nam na ostatniej wartości, czyli liczbie kroków, jakie wykonuje silnik ekstrudera na milimetr wytłoczonego filamentu. Nazwijmy ją A.
- Następnie włóż trochę filamentu i zrób znak około 50 mm nad wierzchołkiem ekstrudera. Zmierz dokładną wartość suwmiarką i zapisz ją. Nazwijmy ją B.
- Następnie wyciągnij 10 mm filamentu i ponownie zmierz odległość od góry ekstrudera do zaznaczonego punktu. Jeśli nazwiemy tę wartość C, to B – C to ilość filamentu, który został wytłoczony.
Obliczenia
Jeśli B – C = 10 mm, to ekstruder jest już prawidłowo skalibrowany! Jeśli nie, musimy zaktualizować kroki ekstrudera na milimetr.
Oblicz wartość D = 10*A / (B – C). Jest to nowa liczba kroków na milimetr dla ekstrudera. Aby uzyskać najlepsze wyniki, pomocne może być wielokrotne powtórzenie procesu pomiaru D, a następnie obliczenie średniej. Pomoże to również zniwelować małe błędy pomiaru.
Krok 2: Skalibruj swoją wytłaczarkę drukarki 3D
Aby faktycznie przeprowadzić kalibrację, należy podać drukarce nową wartość:
- Wyślij polecenie
M92 E[D]do drukarki. Chociaż to polecenie informuje drukarkę o nowej wartości, w rzeczywistości jej nie zapisuje. - Wyślij polecenie
M500, aby zapisać nową wartość.
Teraz ekstruder powinien zostać poprawnie skalibrowany.
PRZYKŁAD
Załóżmy, że przed naszą testową ekstruzją zmierzyliśmy odległość między zaznaczonym punktem a wierzchołkiem profilu na 53,10 mm, a po testowej ekstruzji zmierzyliśmy odległość na 42,80 mm. Wtedy BC = 10,30 mm.
Jeśli oryginalna liczba kroków na milimetr dla ekstrudera wynosiła 140, to obliczylibyśmy 10*140/10,30 = 135,92 i wyślijmy polecenie M92 E135.92.
PORADY
W tym przypadku (i później, gdy kalibrujesz osie), nie oczekuj, że wyniki będą doskonałe. Po potwierdzeniu, że kalibracja jest prawidłowa, na pewno pojawią się różnice, ale dopóki jesteś blisko (w granicach kilku procent) pożądanej wartości, drukarka powinna być dobrze skalibrowana.
Krok 3: Skalibruj swoje osie drukarki 3D
Po skalibrowaniu ekstrudera ważna jest również kalibracja osi drukarki. Kalibracja osi jest podobna do kalibracji ekstrudera, ale wymaga wydrukowania czegoś.
Należy pamiętać, że kalibrację ekstrudera należy zawsze przeprowadzać przed osiami, ponieważ te pierwsze mogą wpływać na wielkość drukowanych obiektów. Ponieważ kalibracja osi obejmuje pomiary wydruków, warto wcześniej upewnić się, że ekstruder został wyregulowany.
Do kalibracji osi można na przykład wydrukować mały sześcian. Zaprojektuj je samodzielnie w wybranym oprogramowaniu CAD , takim jak OpenSCAD.
JAK TO ZROBIĆ
Po zakończeniu drukowania kostki zmierz każdy wymiar. Dla każdej osi powtórz obliczenia, które wykonałeś dla ekstrudera, D = 10*A / (B – C), ale zamień zmienne w następujący sposób:
- (B – C) z Twoim pomiarem
- liczba 10 z docelową wartością tego pomiaru
- A z wartością M92 dla tej osi (tzn. wartości zanotowane w kroku 1 po wysłaniu polecenia
M503)
Następnie wyślij odpowiednie polecenia M92 do drukarki, ponownie zastępując E literą odpowiadającą osi, którą chcesz ustawić.
PRZYKŁAD
Załóżmy, że nasz sześcian ma mieć 20 mm z każdej strony, ale mierzymy 20,30 mm w kierunku X. Jeśli nasza wartość M92 dla X była ustawiona na 100,00, to zaktualizowalibyśmy tę wartość, wysyłając do naszej drukarki polecenie M92 X98.52, ponieważ 20*100 / 20.30 = 98.52.
PORADY
Podobnie jak w przypadku ekstrudera, pomaga dokonywanie wielu pomiarów i obliczanie ich średniej. W tym przypadku jednak nie musisz drukować wielu obiektów. Możesz po prostu zmierzyć sześcian w różnych pozycjach (wzdłuż tej samej osi).
Dostrajanie ustawień filamentu

Każda rolka filamentu jest inna. Tworzywa sztuczne różnych producentów, a nawet różne kolory tego samego materiału, mają różne właściwości.
Aby uzyskać jak najlepsze wydruki, musisz dostroić ustawienia filamentu. Zwykle dobre wydruki można uzyskać po prostu korzystając z ustawień zalecanych przez producenta filamentu.
Jednak, aby uzyskać najlepsze wyniki, należy postępować zgodnie z tymi krokami za każdym razem, gdy otwierasz nową rolkę filamentu.
Krok 1: Zmierz żarnik
Średnica rolki filamentu często różni się od średnicy podawanej przez producenta nawet o kilka procent. Tolerancja średnicy jest zwykle nadrukowana na szpuli. Dlatego ważne jest, aby używać suwmiarki do pomiaru prawdziwej średnicy filamentu:
- Zmierz filament w kilku (co najmniej trzech) miejscach na szpuli.
- Weź średnią ze swoich pomiarów.
- Wprowadź ten wynik jako średnicę filamentu w swojej krajalnicy.
Prawidłowe określenie tej liczby jest ważne, ponieważ pomaga upewnić się, że drukarka będzie wytłaczać odpowiednią ilość filamentu.
Krok 2: Znajdź odpowiednią temperaturę druku
Możesz znaleźć odpowiednią temperaturę do drukowania, drukując „wieżę temperatury”. W Internecie dostępnych jest wiele różnych opcji , ale podstawowa idea jest taka sama dla wszystkich. Są one dzielone na bloki na różnych wysokościach, przy czym każdy blok powinien być drukowany w innej temperaturze. Analizując bloki po wydrukowaniu, możesz określić najlepszą temperaturę, w której drukujesz swój materiał.
Drukowanie wieży temperaturowej może jednak wymagać trochę pracy. Jeśli Twoja krajalnica nie pozwala na drukowanie w różnych temperaturach na różnych wysokościach, będziesz musiał ręcznie edytować swój kod G przed drukowaniem. Wymaga to wstawienia poleceń kodu G w celu ustawienia temperatury ekstrudera. Takie polecenia zaczynają się od M104.
JAK TO ZROBIĆ
- Najpierw określ wysokość każdego bloku. Nazwij ten numer H, aby różne bloki zaczynały się na wysokości 0, H, 2H, 3H i tak dalej.
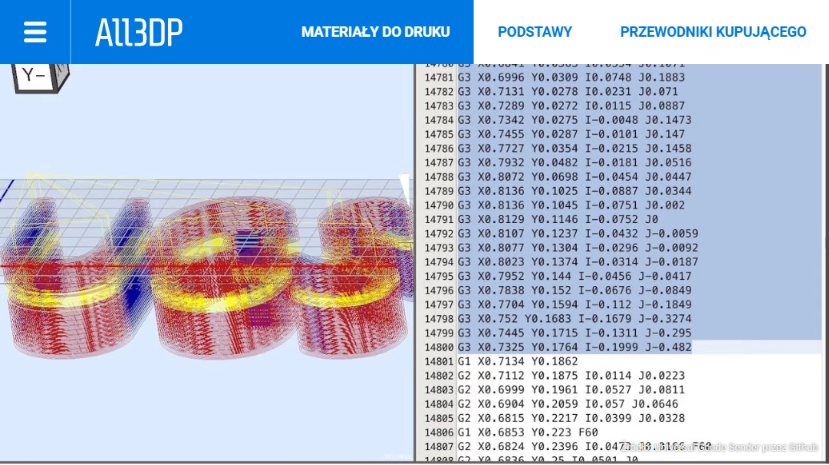
- Następnie otwórz plik G-code w wybranym przez siebie edytorze. Chcesz poszukać poleceń, które mówią drukarce, jak się przenieść, które zaczynają się od
G1. Twój plik z kodem G będzie zawierał ogromną ich liczbę. - Znajdź pierwsze polecenie G-kodu formularza
G1 Z[H]. (Może również zawierać ruchy X i Y.) - Przed tym wierszem wstaw wiersz, w
M104 S[T]którym T jest temperaturą bloku rozpoczynającego się na wysokości H. - Powtórz to dla każdego bloku, z odpowiednią temperaturą.
- Gdy skończysz, wydrukuj zaktualizowany plik G-code.
PRZYKŁAD
Jeśli bloki mają wysokość 1 cm (10 mm), a temperatury zmieniają się od 185 °C do 220 °C w krokach co 5 °C, powinieneś znaleźć pierwsze polecenie zawierające G1 Z10(pierwsze polecenie, które przenosi gorący koniec do wysokość 10 mm). Bezpośrednio przed tą linią należy ustawić gorący koniec na 190°C poprzez włożenie linii M104 S190.
OSTATNIE KROKI
Po wydrukowaniu wieży temperaturowej zbadanie różnych bloków pozwoli określić najlepszą temperaturę do drukowania materiału. Po prostu wybierz temperaturę, która wygląda najlepiej. Ustaw ją jako temperaturę drukowania we krajalnicy i gotowe!
Trochę więcej tortur

Dobra, choć niedoskonała Benchy (źródło: Noah Halford przez All3DP)
Opisaliśmy najważniejsze sposoby kalibracji ustawień drukarki i niektóre ustawienia krajalnicy dla filamentu. Istnieje jednak wiele innych ustawień, które można również zmienić, aby poprawić jakość wydruków. Aby uzyskać pogląd na to, w czym ich drukarka jest dobra, a co nie, ludzie często stosują „testy tortur”. Drukowanie i udoskonalanie takich wydruków może pomóc w obszarach problematycznych, takich jak mosty i nawisy. Przydają się również do diagnozowania różnych problemów.
Chociaż najpopularniejszym testem tortur jest 3DBenchy (zwykle nazywany „Benchy”), możesz znaleźć wiele innych, wyszukując testy tortur na swojej ulubionej stronie STL. Nie będziemy tutaj wchodzić w szczegóły, ponieważ każdy test tortur jest trochę inny, ale większość zawiera instrukcje dotyczące diagnozowania problemów i punktów niepowodzenia.
żródło:all3dp.com

Więcej...
Poziomowanie stołu drukarki 3D: łatwy przewodnik krok po kroku
PrusaSlicer: Wszystko, co musisz wiedzieć
Polecenia G-kodów drukarki 3D: pełna lista i samouczek